Keeping Ceramic Tiles Iron Free
By Paul Fears | 17 November 2020
When fine iron and iron-bearing minerals contaminate the raw material used to produce ceramic tiles, the consequences are costly. Such iron contamination causes visual and structural defects as well as affecting the surface finish in terms of brightness and whiteness. Tiles failing final quality checks are commonly returned for recycling. Those passing the initial quality check are classed as ‘first quality’ and equate to approximately 95% of all tiles produced in a plant, although this will vary considerably from plant to plant. Due to the large number of tiles commonly manufactured at any one ceramic tile plant, the volume being ‘recycled’ can be substantial.
Therefore, the 503 million square meters of tiles produced for sale in 2019 generated 26 million square meters of rejects, a considerable proportion of which was due to iron contamination. This equates to 3641 full-size football pitches.

The problem of iron contamination is not new. The mix of minerals used to produce ceramics often includes iron-bearing minerals (e.g. hematite and biotite mica). In the past, flaws such as iron spotting or discolouration, were masked by adding patterns and decals to the tiles. However, in more recent times, the high demand for plain white tiles means that any defect due to iron contamination is easily visible. Subsequently, reject and rework rates are high, which are costly in terms of time, production and wasted materials.
Magnetic separation technology solves iron-contamination problems. Many ceramic tile manufacturers use a combination of different designs of magnetic separators located at key points within the production process. The magnetic separators attract and remove any magnetic particles before the ceramic is fired. Effective magnetic separation reduces reject rates, which translates into reduced costs and higher profits.
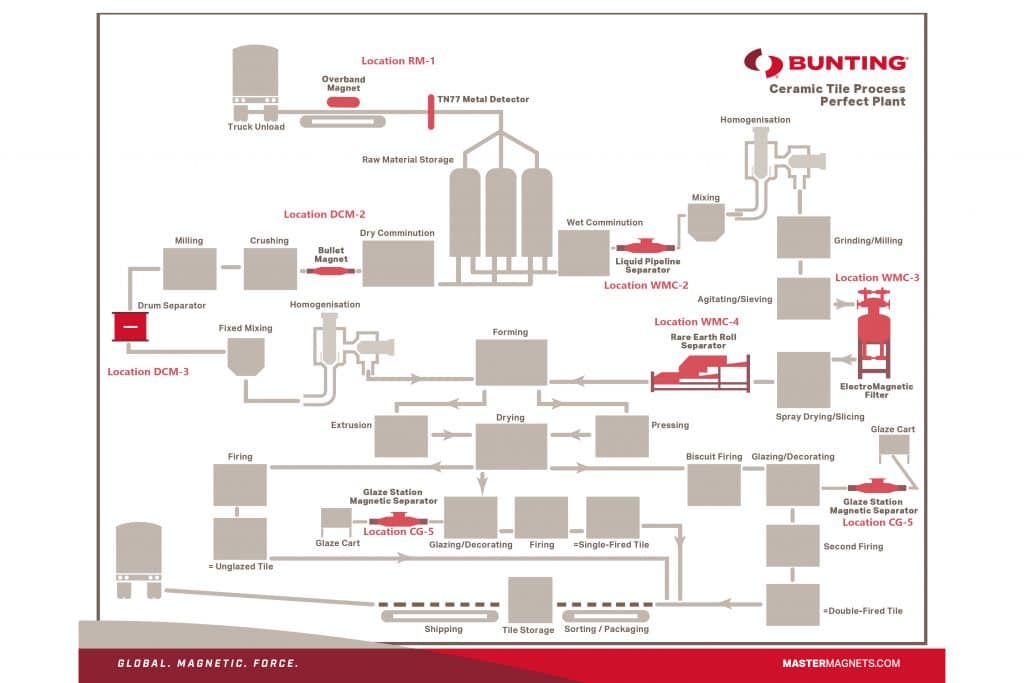
In this blog, we review a typical ceramic tile plant and identify locations and magnetic separator designs to successfully remove iron from the manufacturing process. The flow sheet shows the relative location (e.g. location RM-1) of each magnetic separator.
Ceramic Raw Material Infeed
Location RM-1 – Raw Materials
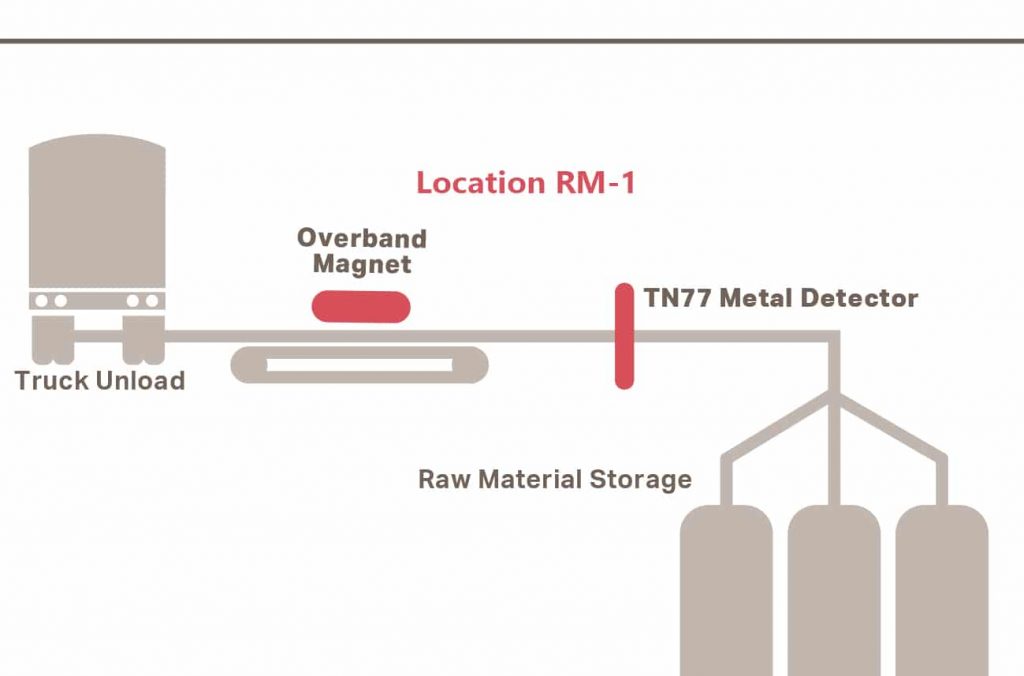
Raw materials such as feldspar, zircon sand, silica sand, calcium carbonate and various clays are commonly delivered by road on a truck. Although many raw material suppliers use magnetic separators and metal detectors to remove and detect metal prior to transportation, larger tramp metal contamination is often picked up in the truck or during loading and discharge.
A combination of an Overband Magnet and Metal Detector on the main conveyor feeding the raw material storage silos ensures that all larger tramp metal, both ferrous and non-ferrous (e.g. digger teeth, larger bolts and screws), is removed or detected. This prevents larger tramp metal entering the process, where it could seriously damage processing equipment, such as screens and mills. Also, if the larger metal is not removed, it enters the process and gets broken down into smaller particles, which spread throughout the raw material mix and are far more difficult to remove.
- Technical Product Information: Overband Magnets
- Technical Product Information: TN77 Metal Detector
Ceramic Body Preparation
After storage, the raw materials either pass through a dry or wet comminution process. The comminution process creates a ceramic slurry with the optimum blend of minerals and within a specific particle size range. This process also frees entrapped fine iron and magnetic minerals. Such contamination causes structural and surface defects in the tiles post-firing.
Dry Comminution Process
Location DCM-2 – After Mixing
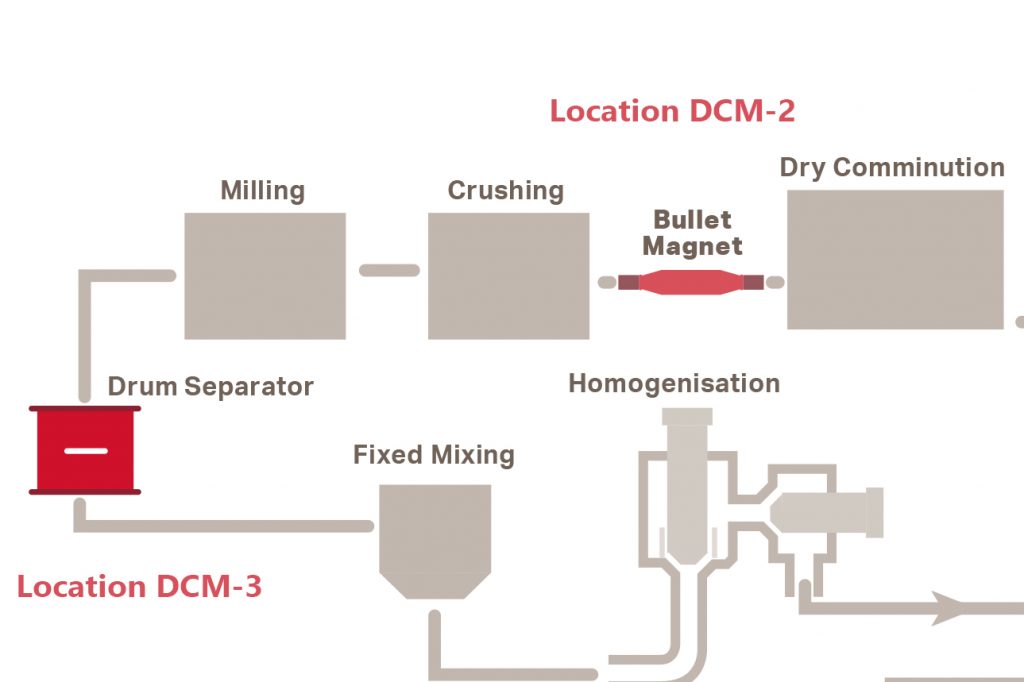
Prior to size reduction (e.g. crushing and screening), the mixed dry raw materials are potentially contaminated with smaller tramp magnetic metal such as washers, nails, rust, pipe-scale etc. Such metal contamination could cause costly damage to the crusher and mill. At this point there are two recommended magnetic separators, depending on the specific installation:

- Option A – A permanent Bullet Magnet, featuring a strong rare earth magnet, fitted into the pipeline captures smaller tramp metal such as smaller nails, washers, etc prior to mixing. The metal is held to the centrally-located magnet, which is periodically manually cleaned;
- Option B – Drawer Filter Magnets, featuring one or more grids of strong rare-earth Tube Magnets, are often fitted to the base of silos or on the infeed to mixers. The material passes over the Tube Magnets, which attract and hold fine ferromagnetic particles. The Tube Magnets are either cleaned manually or automatically.
Location DCM-3 – After Milling and Crushing
The crushing and milling process releases entrapped magnetic minerals. Subsequently, prior to further mixing and homogenisation, the dry material feed passes over a high-intensity Neodymium Rare Earth Drum Magnet or Rare Earth Roll Magnetic Separator. These high-intensity magnetic separators attract and automatically remove magnetically-susceptible particles.
- Option A – A permanent Rare Earth Drum Magnet uses a stationary arc of magnets inside a rotating non-magnetic shell to attract, hold and separate magnetic particles. The dry raw material mix is fed evenly via a vibratory feeder onto the top of the drum and into the magnetic field. Magnetic particles are attracted and discarded underneath away from the clean product;
- Option B – The Rare Earth Roll Separator consists of a conveyor with a high-intensity head roll constructed from permanent rare earth (neodymium) magnets. The dry raw material mix is fed evenly onto the belt via a vibratory feeder and conveyed into the magnetic field of the rare earth roll. Magnetic particlesare attracted and discarded underneath away from the clean product;
This is often the final opportunity to capture and remove the magnetic contamination prior to the body moving onto the filter press and forming.
- Technical Product Information: Drum Magnet
- Technical Product Information: Rare Earth Roll Magnetic Separator
Wet Comminution Process
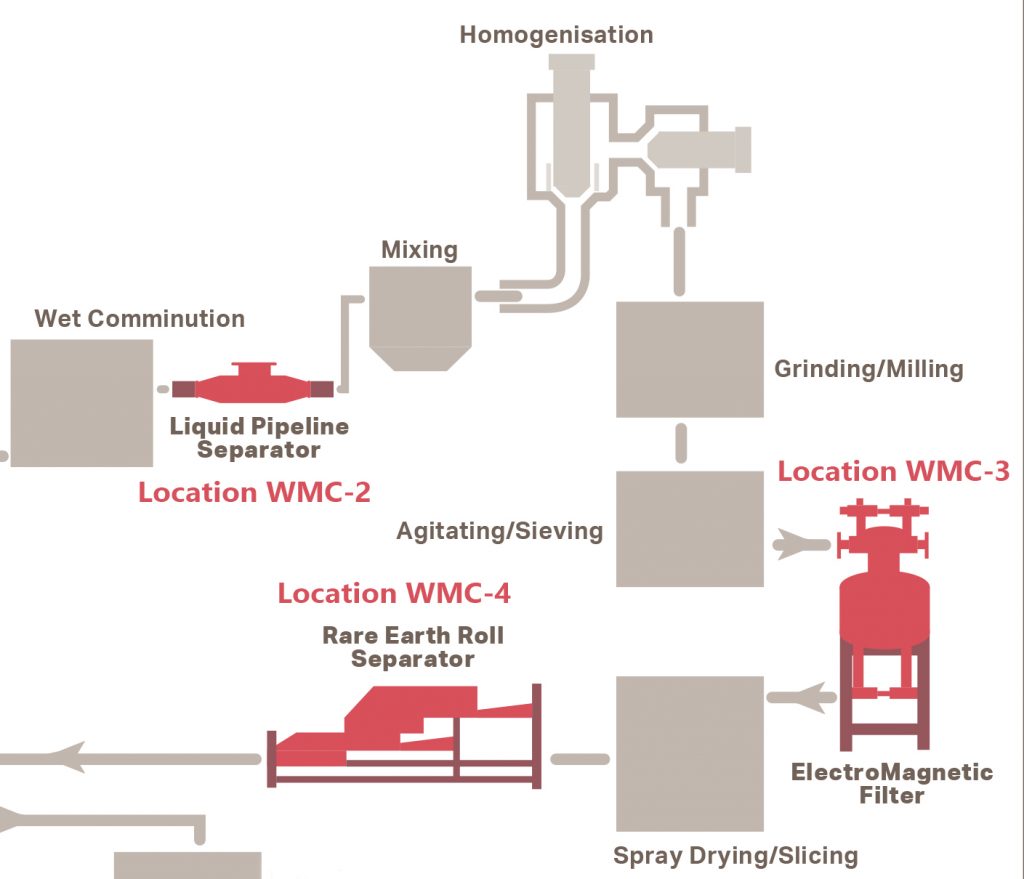
Location WMC-2 – Prior to Mixing
Once water has been added to the raw material mix, the slurry is fed through a Liquid Pipeline Magnetic Separator which captures damaging small tramp magnetic metal such as washers, nails, rust, pipe-scale etc. Such metal contamination would damage the mixer and homogeniser. The Liquid Pipeline Separator features Tube Magnets positioned in the centre of the pipe. Any tramp ferrous metal is attracted to and held by the ultra-strong Neodymium Rare Earth Magnets. Periodically, the captured ferrous metal is manually cleaned off the Tube Magnets.
Technical Product Information: Liquid Pipeline Magnet
Location WMC-3 – Prior to Spray Drying
The process of mixing, grinding and milling releases entrapped magnetic particles (both fine iron and magnetic minerals). Such magnetic particles are often very small, but remain a risk. Subsequently, prior to the Spray Drying process, the ceramic body is passed through a high-intensity ElectroMagnetic Filter.

The Electro Magnetic Filter is an automatic self-cleaning magnetic separation system that is able to handle large throughputs. The Electro Magnetic Filter generates far higher magnetic fields than permanent magnets, increasing the efficiency of separating fine iron and weakly magnetic minerals. Additionally, the self-cleaning operation ensures that the maximum separation of magnetics is maintained at all times. A typical cleaning cycle would be every twenty minutes depending on the level of ferrous contamination in the feed.
- Technical Product Information: Electro Magnetic Filter
Location WMC-4 – Cleansing Spray Dried Ceramic Particles
The wet mineral mix is converted into spray dried particles ready for the tile forming process. Spray drying is a method of producing a dry powder from a liquid or slurry by rapidly drying with a hot gas. Very often fine iron is introduced into the process by the drier via the hot air supply resulting in contamination including iron sticking to some of the spray dried particles. This is the final opportunity to remove any magnetic particles prior to the formation of the tile biscuit. This is critical when producing unglazed tiles.
High-intensity permanent magnetic separators, such as the Rare Earth Roll Separator and the Rare Earth Drum Magnet, automatically and continuously removing any free iron and iron-contaminated spray dried particles.
- Option A – Spray dried ceramic is fed evenly onto the Rare Earth Roll Magnetic Separator belt via a vibratory feeder and conveyed into the magnetic field of the head roll. Magnetic particles, including spray dried ceramic with iron inclusions, are attracted and discarded underneath away from the clean product;
- Option B – Spray dried ceramic is fed evenly via a vibratory feeder onto the top of the Drum Magnet and into the magnetic field. As with the Rare Earth Roll Separator, magnetic particles, including spray dried ceramic with iron inclusions, are attracted and discarded underneath away from the clean product;
Glaze Preparation
Although no longer applied in many ceramic tile manufacturing plants, tile glazing remains a key stage in many operations. As with ceramic body, glaze is composed of a range of non-metallic minerals and is subject to contamination with fine iron and magnetic minerals. During the firing process, the magnetic particle will react with the heat, causing spotting or discolouration of the glaze. Therefore, it is critical that the Glaze is iron-free.
The Glaze colour depends on the tableware design, but is commonly white. Care is needed when passing coloured Glaze through any magnetic separator as the pigments can have magnetic properties.
Prior to the Glaze Cart

Although many plants have their own Glaze production areas, many purchase from local producers. As with Ceramic Body, the optimum iron-separation system is the high-intensity Electro Magnetic Filter. Commonly, for Glaze operations, this operates on a batch-fed basis treating one container of Glaze at a time. Many Electro Magnetic Filters are mounted on moveable wheeled frames for easy re-positioning within a designated area, or even next to the Glazing Line. It is important to consider the consistency of the Glaze as this may affect the flowability, especially if containing a gluing agent.
The Electro Magnetic Filter removes fine iron and weakly magnetic minerals, reducing the risk of surface contamination and product rejects.
Location CG-5 At the Glaze Station
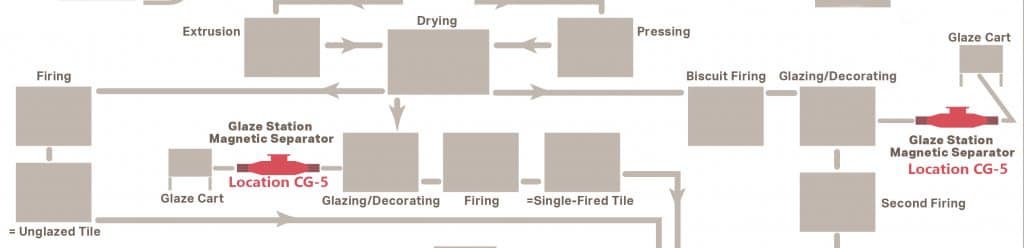
The Glaze is often transported in Glaze carts to Glazing Stations. At the station, high-strength Tube Magnets are positioned either inside a type of Liquid Pipeline Magnetic Separator or stand-alone in a design configured by the customer. Glaze will run across the surface of the Tube Magnets to remove any fine iron before being either poured or sprayed onto to tableware biscuit. Such protection provides a vital final stage protection against iron contamination prior to final firing.
- Technical Product Information: Liquid Pipeline Magnet
Related Technical Articles
Optimum Magnetic Separation Reduces Rejects
Understanding the ceramic manufacturing process is important when making recommendations for the optimum magnetic separation equipment. The magnetic separators mentioned in this review are used successfully in ceramic production operations. However, each manufacturing process is unique and a visit by a local Bunting Sales Engineer will help understand a specific process and iron contamination issue and propose a specific solution.
For additional information on eradicating iron contamination blemishes in ceramic tableware, tiles, or sanitaryware, please contact us on:
Email: Gordon Kerr at GKerr@buntingmagnetics.com
Telephone: +44 (0) 1527 65858
Follow us on social media