Eddy Current Separator Rotor Speed Review
By Paul Fears | 13 November 2018
Faster is better. Or is it?
The magnetic rotor on an Eddy Current Separator produces the all-important separation force to recover or remove non-ferrous metals such as aluminium. The multi-pole magnetic rotor rotates at high speeds (2000-4000 RPM) and we assess whether higher speeds produce a better separation.

Metal separation module incorporating a Drum Magnet and Eddy Current Separator
The Theory
The separation principle of an Eddy Current Separator is based on Fleming’s Left Hand Rule. When a non-ferrous metal is placed in the rotating and changing magnetic polarity of a magnetic rotor, a current is generated inside the particle. This current produces it’s own magnetic field, which then reacts against the magnetic field of the rotating rotor. This causes the non-ferrous metal particle to repel. This repulsion enables a separation. In operation, the repulsive action causes the non-ferrous metal particle to spin and lift.

The Eddy Current Separator
The Magnetic Rotor of an Eddy Current Separator is positioned inside a non-metallic shell at the head of a two-pulley belt conveyor. Material is conveyed on the belt into the magnetic field. As the non-ferrous metal enters the rotating magnetic field, it reacts and is propelled away from the belt. A strategically placed splitter enables the segregation and collection of the non-ferrous metals away from the non-metallic materials.
- Technical product information: Eddy Current Separator
Magnetic Rotor Speed
The separation success is dependent upon:
- Rotor speed;
- Number of magnetic poles;
- Magnetic strength;
- Belt speed;
- Burden depth;
- Splitter position;
With regards to the Rotor Speed, there is a common misconception that higher speeds always produce better levels of separation. Separation is due, in part, to the rate of change of magnetic flux. This is a function of the rotor speed, diameter and the number of magnetic poles. However, with regards to rotor speed, it is a preferable design criteria to keep this as low as possible. In fact, controlled tests have shown that there is an optimum rotor speed for every design of Eddy Current Separator. This clearly identifies that excessive speeds have no separation benefit and, in fact, can result in the reduction of metal recovery.
Controlled laboratory tests proved that there is a point, for every magnetic rotor, where there is no separation benefit from additional rotation speed. For the Bunting concentric design of Eddy Current Separator, the distance a non-ferrous metal particle is thrown shows a negligible gain once the Magnetic Rotor reaches 3000 RPM.
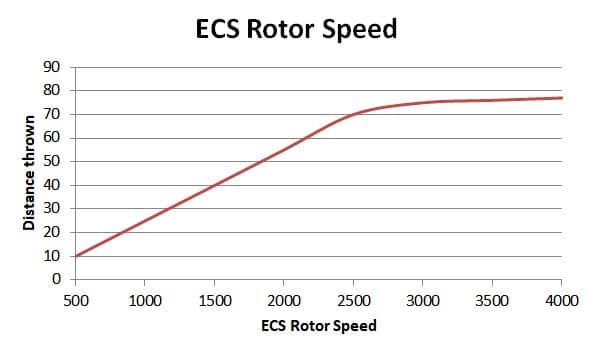
Further tests, on different sizes non-ferrous metal particles, showed that the distance thrown may be further or shorter as a function of the size. However, once 3000 rpm was reached and exceeded, there was very little additional throw.
For this reason, it is not recommended to adjust the rotor speed of a production-scale Eddy Current Separator once installed. The optimum rotor speed is set during final tests prior to shipment. Further commissioning on site focuses on the other variables such as the belt speed, splitter position, and controlling the burden depth of material.
- Related technical article: Maximising Non-Ferrous Metal Separation
For further information on separating and recovering metal using an Eddy Current Separator, please contact the Bunting team on:
Email: Gordon Kerr at GKerr@buntingmagnetics.com
Telephone: +44 (0) 1527 65858
Follow us on social media



